
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик


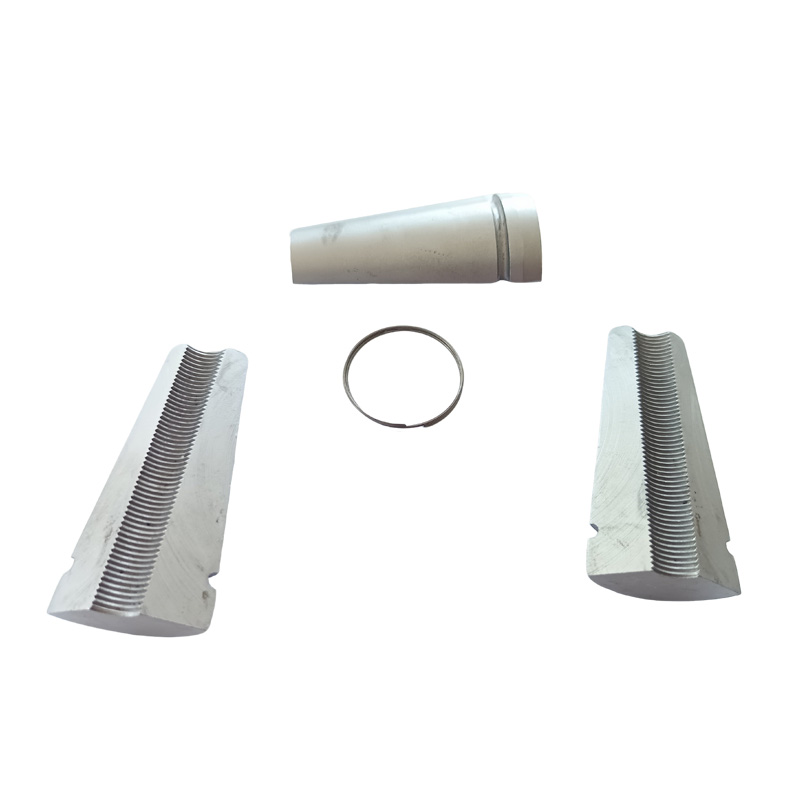
Kaltgeschmiedete Vorspannkeile
Xiaoguo® ermöglicht die individuelle Anpassung des Oberflächenzahnmusters der kaltgeschmiedeten Vorspannungskeile. Es wird präzise nach Ihren Anforderungen verarbeitet, um gleichmäßige Zahnmuster zu bilden, die fest in 12,7–17,8 mm Stahlkabel eingreifen können. Selbst wenn die Spannkraft bis zu 2000 MPa erreicht, rutscht es nicht. Möchten Sie ein solches Produkt?
Anfrage absenden
Produktbeschreibung
Material
Die Auswahl der Materialien für kaltgeschmiedete Pfostenspannkeile wirkt sich direkt auf die endgültige Leistung aus, insbesondere auf das Gleichgewicht zwischen Oberflächenverschleißfestigkeit und Kernzähigkeit.
Gängige Materialsysteme:
(1)20CrMnTi (bevorzugt)
Als kohlenstoffarmer legierter Stahl ist er das bevorzugte Material für die Herstellung hochfester vorgespannter Keile. Sein Hauptvorteil liegt in der Fähigkeit, durch Aufkohlungs- oder Kohlenstoff-Stickstoff-Kokarburierungsprozesse eine extrem hohe Härte und Verschleißfestigkeit an der Oberfläche zu erreichen und gleichzeitig eine gute Zähigkeit im Inneren der kaltgeschmiedeten Vorspannkeile aufrechtzuerhalten.
(2) 40Cr / 45# Stahl
Diese beiden Materialien sorgen für ein ausgewogenes Verhältnis zwischen Leistung und Kosten und eignen sich für Szenarien mit moderaten Festigkeitsanforderungen.
(3) Andere Materialien
Im amerikanischen Standardsystem werden auch Materialien wie AISI C12L14, C11L17, 40Cr und C45 verwendet.

Handwerkliche Anforderungen
Kaltschmieden ist ein zentraler Herstellungsprozess für kaltgeschmiedete Spannkeile, der nicht nur eine hohe Präzision gewährleisten, sondern auch die Produktionseffizienz und Materialausnutzung erheblich verbessern kann.
【1】Kernherstellungsprozess
(1)Kaltstauchen / Kaltfließpressen: Der Hauptprozess umfasst die Verwendung einer Kaltstauchmaschine oder -presse, um den Metallbarren bei Raumtemperatur zu extrudieren und zu formen.
(2)Umformprozess: Der Herstellungsprozess umfasst normalerweise Schritte wie „Schneiden des Materials → Formen des Flachstempels → Mehrpositions-Kaltstauchformen“ und kann die Grundform der kaltgeschmiedeten Pfostenspannkeile in einer oder mehreren Stufen erzeugen.
(3)Prozessvorteil: Der Kaltschmiedeprozess hat eine extrem hohe Materialausnutzungsrate, die typischerweise über 85 % liegt, und fortschrittliche Techniken können sogar bis zu 99 % erreichen.
[2] Wichtige Verarbeitungsgenauigkeit:
(1) Oberflächenrauheit: Die Oberflächenrauheit wichtiger Passflächen wie der Kegellöcher der Ankerplatte ist extrem hoch. Typischerweise beträgt der Ra-Wert für die Konuslöcher 0,8, während er für die anderen Teile 3,2 beträgt, um die Selbsthemmungsleistung sicherzustellen.
(2) Maßtoleranz: Die Durchmesserabweichung der Ankerplatte sollte innerhalb von ±0,5 mm liegen, und der Fehler des Kegelwinkels sollte innerhalb von ±0,3° liegen.

FAQ
(1)Erfüllt das Material der kaltgeschmiedeten Vorspannkeile die Anforderungen an die Zähigkeit bei niedrigen Temperaturen (z. B. -40 °C)?
A: Ja. Unser Material hat den Tieftemperatur-Schlagtest bei -40 °C mit einer Schlagenergie ≥ 27 J (gemäß GB/T 229-Standard) bestanden.
(2)Was sind die Vorteile des Kaltschmiedens gegenüber dem herkömmlichen Warmschmieden oder Bearbeiten?
A: Kaltschmieden (Kaltstauchen/Kaltfließpressen) wird bei Raumtemperatur geformt und hat drei Hauptvorteile:
①Hohe Materialausnutzungsrate
②Hohe Maßgenauigkeit
③Gute Oberflächenqualität
(3)Welche Art der Oberflächenbehandlung wird angewendet?
Die Standardoberflächenbehandlung ist Phosphatierung + Ölbeschichtung (grundlegender Rostschutz).
Für Umgebungen mit hoher Korrosion können Optionen wie Dacromet- oder Zink-Nickel-Legierungsbeschichtungen gewählt werden.
Hot-Tags: Kaltgeschmiedete Spannkeile, China, Hersteller, Lieferant, Fabrik
Verwandte Kategorie
Feuerverzinkter Billet-Stahldraht
Verzinkter Stahldraht für optische Kabel
Stahlstränge
Rundes Drahtseil
Flugzeugstahldrahtseil
Edelstahldrahtseil
Greifkeil
Ankergreifer
Anfrage absenden
Bitte zögern Sie nicht, Ihre Anfrage im untenstehenden Formular zu stellen. Wir werden Ihnen innerhalb von 24 Stunden antworten.








