
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






Vibrationsbeständige Einpressmutter
Durch diese einzigartige Verformung entsteht eine bündige, vibrationsbeständige Verbindung, an der die vibrationsbeständige Einpressmutter befestigt wird. Qualitätsfäden beginnen mit Produkten von Xiaoguo®-Herstellern.
Modell:QIB/IND S
Anfrage absenden
Produktbeschreibung
Vibrationsbeständige Einpressmuttern werden nach der Herstellung häufig einer Oberflächenbehandlung unterzogen, damit sie besser rostbeständig sind und besser aussehen. Zu den gebräuchlichsten gehört die Verzinkung – transparent, gelb oder schwarz chromatiert – die einen angemessenen Schutz bietet. Es gibt auch eine Beschichtung aus einer Zink-Nickel-Legierung, die noch besser gegen Rost wirkt. Bei Edelstahlmuttern wird eine Passivierung eingesetzt, um deren natürliche Beständigkeit so gut wie möglich zu machen. Welche Behandlung Sie wählen, hängt davon ab, wo die Nuss verwendet wird und wie sie aussehen soll. Durch die Art und Weise, wie vibrationsfeste Einpressmuttern angebracht werden, bleibt diese Beschichtung natürlich direkt an der Verbindungsstelle intakt, was wichtig ist.
Details zu den Produktparametern:
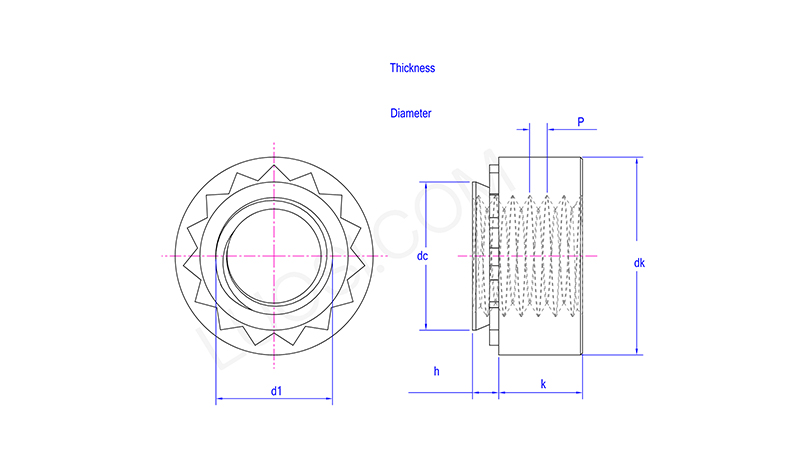
Die Größen vibrationsfester Einpressmuttern sind sehr sorgfältig standardisiert. Zu den Hauptspezifikationen gehören die Gewindegröße – etwa metrisch von M3 bis M12 oder zöllig von #4-40 bis 1/2"-13 UNC/UNF. Außerdem gibt es den Kopfstil – Sechskant, Vierkant, Rund – plus Kopfdurchmesser, Schaftdurchmesser und -länge sowie die Größe der Clinch-Teile (wie Außendurchmesser und Höhe der Rändelung) sowie die Gesamthöhe.
Wichtig ist, dass der Pilotdurchmesser zur Dicke und den Eigenschaften des Materials passt, in das er eingesetzt wird. Die Hersteller stellen detaillierte Datenblätter zur Verfügung, in denen die minimale und maximale Blechdicke, die Lochgröße (sofern vorgelocht) und die erforderliche Installationskraft für jeden Typ vibrationsfester Einpressmutter aufgeführt sind.
| Mo | M2-0 | M2-1 | M2-2 | M2,5-0 | M2,5-1 | M2,5-2 | M3-0 | M3-1 | M3-2 | M3,5-0 | M3,5-1 |
| P | 0.4 | 0.4 | 0.4 | 0.45 | 0.45 | 0.45 | 0.5 | 0.5 | 0.5 | 0.6 | 0.6 |
| DC max | 4.2 | 4.2 |
4.2 |
4.2 |
4.2 |
4.2 |
4.2 |
4.2 |
4.2 |
4.73 | 4.73 |
| dk min | 6.05 |
6.05 |
6.05 |
6.05 |
6.05 |
6.05 |
6.05 |
6.05 |
6.05 |
6.85 | 6.85 |
| dk max | 6.55 | 6.55 |
6.55 |
6.55 |
6.55 |
6.55 |
6.55 |
6.55 |
6.55 |
7.35 | 7.35 |
| k min | 1.25 |
1.25 |
1.25 |
1.25 |
1.25 |
1.25 |
1.25 |
1.25 |
1.25 |
1.25 |
1.25 |
| k max | 1.75 |
1.75 |
1.75 |
1.75 |
1.75 |
1.75 |
1.75 |
1.75 |
1.75 |
1.75 |
1.75 |
| h-Codierer | 0 | 1 | 2 | 0 | 1 | 2 | 0 | 1 | 2 | 0 | 1 |
| h max | 0.77 | 0.97 | 1.38 | 0.77 | 0.97 | 1.38 | 0.77 | 0.97 | 1.38 | 0.77 | 0.97 |
| Dicke der Montageplatte min |
0.8 | 1 | 1.4 | 0.8 | 1 | 1.4 | 0.8 | 1 | 1.4 | 0.8 | 1 |
| Durchmesser der Befestigungslöcher min |
4.22 | 4.22 |
4.22 |
4.22 |
4.22 |
4.22 |
4.22 |
4.22 |
4.22 |
4.75 | 4.75 |
| Durchmesser der Befestigungslöcher max |
4.3 |
4.3 |
4.3 |
4.3 |
4.3 |
4.3 |
4.3 |
4.3 |
4.3 |
4.83 | 4.83 |
| d1 | M2 | M2 | M2 | M2,5 | M2,5 | M2,5 | M3 | M3 | M3 | M3,5 | M3,5 |
Wie stark ist die Verbindung durch eine vibrationsfeste Einpressmutter?
Eine richtig eingesetzte Mutter stellt eine wirklich starke Verbindung her. Wie stark es ist, lässt sich an zwei Dingen erkennen: wie schwer es ist, es durch das Blech zu drücken (Ausstoßkraft) und wie gut es einem Durchdrehen standhält, wenn Druck darauf ausgeübt wird (Ausstoßwiderstand).
Wie stark es ist, hängt von der Größe der Mutter ab, woraus sie besteht, wie dick das Blech ist und woraus das Blech besteht und wie gut es installiert wurde. In den meisten Fällen ist es genauso stark wie eine Schweißmutter.
Hot-Tags: Vibrationsbeständige Einpressmutter, China, Hersteller, Lieferant, Fabrik
Verwandte Kategorie
Sechskantmutter
Vierkantmutter
Sechskant-Flanschmutter
Kontermutter
Hutmutter
Sechskant-Schlitzmutter
Schrauben Sie die Mutter von Hand fest
Runde Mutter
Nabenmuttern
T-Mutter
Rohrmutter
Andere Nüsse
Anfrage absenden
Bitte zögern Sie nicht, Ihre Anfrage im untenstehenden Formular zu stellen. Wir werden Ihnen innerhalb von 24 Stunden antworten.








