
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






Zeitsparende Einpressmutter
Bei der Montage verformt die zeitsparende Einpressmutter das umgebende Blech und erzeugt so eine starke mechanische Verbindung. Xiaoguo® ist ein zuverlässiger Lieferant für die Herstellung von Bolzen, Muttern und Schrauben.
Modell:QIB/IND CLA
Anfrage absenden
Produktbeschreibung
Um eine zeitsparende Einpressmutter richtig zu installieren, benötigen Sie eine kompatible Presse – hydraulisch, pneumatisch oder servoelektrisch – mit guter Kontrolle über die Tonnage sowie ordnungsgemäß gefertigte Werkzeuge (ein Stempel- und Matrizensatz). Der Stempel drückt direkt auf die Mutter und treibt sie in das Blech, das über einem stützenden Matrizenhohlraum liegt. Eine gut konstruierte Matrize lässt das Material kontrolliert in die Einpressteile der Mutter fließen. Es ist wirklich wichtig, die Kraft stabil und alles ausgerichtet zu halten. Wenn Sie nicht genügend Kraft aufwenden, wird der Clinch schwach. Wenn Sie zu viel verwenden, könnten die Mutter oder das Blech beschädigt werden. Und Sie müssen nichts zuerst einfädeln.
Anwendbare Szenarien:
Zeitsparende Einpressmuttern werden häufig in Branchen eingesetzt, in denen Bleche effizient zusammengefügt werden müssen. Man findet sie in Autos – für Karosserieteile, Halterungen, Fahrwerksteile. Sie kommen auch in der Elektronik vor, beispielsweise in Gehäusen, Racks und Kühlkörpern. HVAC-Systeme verwenden sie auch in Kanälen und Einheiten. Haushaltsgeräte mit ihren Rahmen und Gehäusen, Telekommunikationsschränke, Möbel und Beleuchtung – sie alle verwenden zeitsparende Einpressmuttern.
Jede Arbeit, die einen starken, zuverlässigen Gewindebolzen erfordert, der aus dem Blech herausragt (und bündig sitzt), funktioniert gut mit einer zeitsparenden Einpressmutter. Es ersetzt die sperrigen Schweißmuttern oder losen Befestigungselemente und vereinfacht so sowohl die Konstruktion als auch die Herstellung.
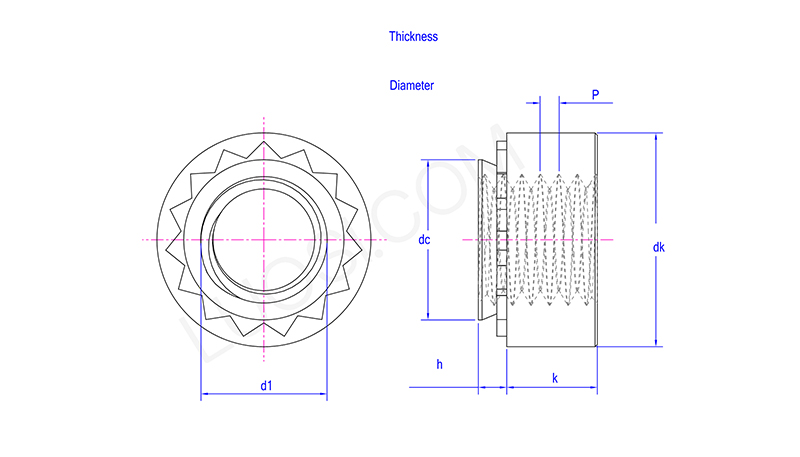
| Mo | 256-0 | 256-1 | 256-2 | 348-0 | 348-1 | 348-2 | 440-0 | 440-1 | 440-2 | 440-3 | 632-0 |
| P | 56 | 56 | 56 | 48 | 48 | 48 | 40 | 40 | 40 | 40 | 32 |
| d1 | #2 | #2 |
#2 |
#3 |
#3 |
#3 |
#4 |
#4 |
#4 |
#4 |
#6 |
| DC max | 0.165 | 0.165 | 0.165 | 0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.187 |
| Durchmesser der Befestigungslöcher min |
0.166 | 0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.1875 |
| Durchmesser der Befestigungslöcher max |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.1905 |
| dk min | 0.24 | 0.24 | 0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.27 |
| dk max | 0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.29 |
| h max | 0.03 | 0.038 | 0.054 | 0.03 | 0.038 | 0.054 | 0.03 | 0.038 | 0.054 | 0.087 | 0.03 |
| h-Codierer | 0 | 1 | 2 | 0 | 1 | 2 | 0 | 1 | 2 | 3 | 0 |
| k max | 0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
| k min | 0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
| Dicke der Montageplatte min |
0.03 | 0.04 | 0.056 | 0.03 | 0.04 | 0.056 | 0.03 | 0.04 | 0.056 | 0.091 | 0.03 |
Rostschutzbehandlung:
Diese Muttern verfügen häufig über Oberflächenbehandlungen, die ihnen helfen, Rost zu widerstehen und besser auszusehen. Zu den gebräuchlichsten gehören die Verzinkung – klar, gelb oder schwarz – Zink-Nickel-Beschichtung, Geomet® (eine nicht-elektrolytische anorganische Beschichtung) und die Passivierung von Edelstahl. Die Beschichtung muss dem hohen Druck des Clinchvorgangs standhalten, ohne abzuplatzen.
Hot-Tags: Zeitsparende Einpressmutter, China, Hersteller, Lieferant, Fabrik
Verwandte Kategorie
Sechskantmutter
Vierkantmutter
Sechskant-Flanschmutter
Kontermutter
Hutmutter
Sechskant-Schlitzmutter
Schrauben Sie die Mutter von Hand fest
Runde Mutter
Nabenmuttern
T-Mutter
Rohrmutter
Andere Nüsse
Anfrage absenden
Bitte zögern Sie nicht, Ihre Anfrage im untenstehenden Formular zu stellen. Wir werden Ihnen innerhalb von 24 Stunden antworten.








