
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






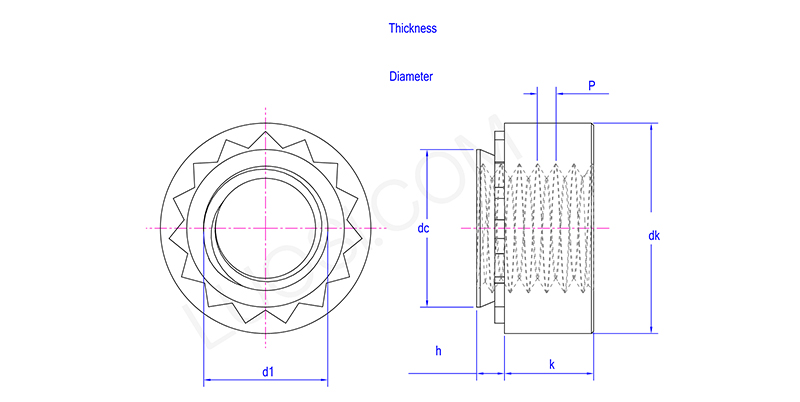
Sichere Einpressmutter
Beim Einbau einer Secure Clinching-Mutter wird diese mit hoher Kraft in ein vorgestanztes Loch gedrückt. Für vielfältige industrielle Anforderungen weltweit sollten Sie zuverlässige Lieferanten wie Xiaoguo® in Betracht ziehen, die umfassende Lösungen liefern.
Modell:QIB/IND S
Anfrage absenden
Produktbeschreibung
Die Hauptvorteile von Secure Clinching-Muttern bestehen darin, dass sie die Montagezeit und -kosten erheblich reduzieren, da keine Schweiß-, Gewinde- oder Durchgangslochteile erforderlich sind. Sie halten dem Herausziehen oder Abdrehen besser stand als viele Schweißbolzen. Der Einbau ist saubere Arbeit – keine Hitze, Funken, Dämpfe oder Dinge wie Schweißdraht oder Gas. Das macht die Dinge sicherer und hilft, Umweltvorschriften einzuhalten. Im Gegensatz zum Schweißen führt die Verwendung von Secure Clinching-Muttern nicht zu einer Beschädigung der Beschichtung des Grundmetalls oder seiner inneren Struktur. Dadurch bleibt der Verbindungsbereich rostbeständig und die Festigkeit des Materials bleibt erhalten.
| Mo | 256-1 | 256-2 | 440-1 | 440-2 | 632-1 | 632-2 | 832-1 | 832-2 | 024-1 | 024-2 | 032-1 |
| P | 56 | 56 | 40 | 40 | 32 | 32 | 32 | 32 | 24 | 24 | 32 |
| d1 | #2 | #2 |
#4 |
#4 |
#6 |
#6 |
#8 |
#8 |
#10 |
#10 |
#10 |
| DC max | 0.165 | 0.165 | 0.343 | 0.343 | 0.212 | 0.212 | 0.233 | 0.233 | 0.295 | 0.295 | 0.295 |
| Durchmesser der Befestigungslöcher min |
0.166 | 0.166 | 0.344 | 0.344 | 0.213 | 0.213 | 0.234 | 0.234 | 0.296 | 0.296 | 0.296 |
| Durchmesser der Befestigungslöcher max |
0.169 | 0.169 | 0.347 | 0.347 | 0.216 | 0.216 | 0.237 | 0.237 | 0.299 | 0.299 | 0.299 |
| dk max | 0.26 | 0.26 | 0.45 | 0.45 | 0.29 | 0.29 | 0.32 | 0.32 | 0.38 | 0.38 | 0.38 |
| dk min | 0.24 | 0.24 | 0.43 | 0.43 | 0.27 | 0.27 | 0.3 | 0.3 | 0.36 | 0.36 | 0.36 |
| h max | 0.038 | 0.054 | 0.054 | 0.087 | 0.038 | 0.054 | 0.038 | 0.054 | 0.038 | 0.54 | 0.038 |
| h-Codierer | 1 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | 1 |
| k max | 0.08 | 0.08 | 0.18 | 0.18 | 0.1 | 0.1 | 0.14 | 0.14 | 0.17 | 0.17 | 0.17 |
| k min |
0.06 | 0.06 | 0.16 | 0.16 | 0.08 | 0.08 | 0.12 | 0.12 | 0.15 | 0.15 | 0.15 |
| Dicke der Montageplatte min |
0.04 | 0.056 | 0.056 | 0.091 | 0.04 | 0.056 | 0.04 | 0.056 | 0.04 | 0.056 | 0.056 |
Produktdetails:
Secure Clinching-Muttern werden meist aus starken, kaltumformbaren Stahllegierungen hergestellt. Üblich sind Stähle mit niedrigem oder mittlerem Kohlenstoffgehalt wie 1008, 1010, 1018 oder legierte Stähle wie 10B21. Zur Rostbeständigkeit werden häufig Edelstahlsorten wie AISI 302, 304, 316 verwendet. Für welches Material Sie sich entscheiden, hängt davon ab, wie stark es sein muss, wie gut es sich biegen lässt und welchen Bedingungen es ausgesetzt ist. Das Material muss hart genug sein, um die Platte, in die es eingelegt wird, beiseite zu drücken, aber auch flexibel genug, um der hohen Kraft beim Einbau standzuhalten, ohne zu brechen. Dadurch kann die Secure Clinching-Mutter einen festen und dauerhaften Halt bilden.
Können Secure Clinching-Muttern mit vorlackierten oder beschichteten Blechen verwendet werden?
Ja, Secure Clinching-Muttern funktionieren normalerweise gut mit Blechen, die bereits fertig sind. Beim Kaltumformungsprozess beim Clinchen werden Beschichtungen nicht so stark durch Hitze beschädigt wie beim Schweißen. Aber der hohe Druck genau dort, wo sich die Mutter befindet, kann dazu führen, dass die Farbe unter dem Flansch der Mutter brüchig wird.
Testen Sie die ausgewählte Farbe oder Beschichtung, um sicherzustellen, dass sie gut haftet und zufriedenstellend aussieht.
Hot-Tags: Sichere Clinchmutter, China, Hersteller, Lieferant, Fabrik
Verwandte Kategorie
Sechskantmutter
Vierkantmutter
Sechskant-Flanschmutter
Kontermutter
Hutmutter
Sechskant-Schlitzmutter
Schrauben Sie die Mutter von Hand fest
Runde Mutter
Nabenmuttern
T-Mutter
Rohrmutter
Andere Nüsse
Anfrage absenden
Bitte zögern Sie nicht, Ihre Anfrage im untenstehenden Formular zu stellen. Wir werden Ihnen innerhalb von 24 Stunden antworten.








